|
|
|
|
|
|
|
|

- 15 апреля
-
11:23
«Северсталь» наращивает объемы производства электростали к уровню до введения санкций - 4 апреля
-
14:41
На медно-никелевом месторождении Максут запустят новую фабрику - 1 апреля
-
10:31
ENI Казахстана и Италии рассматривают варианты сотрудничества - 29 марта
-
12:10
Златоустовский метзавод увеличивает производительность ЭСПЦ №3 -
12:08
Уральские горняки доверят работу в затопленных шахтах искусственному интеллекту -
12:06
«Северсталь» реконструировала оборудование для смотки рулонов стана 2000 - 24 марта
-
11:06
Ненефтяной экспорт Казахстана достиг $35,1 млрд - 16 марта
-
11:51
Ашинский металлургический завод реконструирует листопрокатный стан -
11:46
Группа ММК за год отгрузила на российский рынок рекордный объем проката с покрытием -
11:32
Северсталь приступила к строительству комплекса по производству железорудных окатышей в Череповце - 13 марта
-
11:15
Пять компаний заинтересованы в бывшем заводе Ilva - 3 марта
-
10:30
Череповецкий металлургический комбинат нарастил выработку собственной электроэнергии -
10:27
Онлайн-продажи ММК в 2023 году достигли рекордного уровня -
10:21
План срочного восстановления может стимулировать рост нержавеющей стали в ЕС - 22 февраля
-
12:19
«Северсталь» приступила к проекту реконструкции нагревательной печи №3 на самом производительном стане горячей прокатки -
12:19
На ЧЭМК начали остановку электродного производства для переноса завода за город -
11:54
Группа ММК планирует удвоить производство прокатных валков - 18 февраля
-
10:43
Поставки ММК на российский рынок выросли за год на 18% - 14 февраля
-
11:56
Новости металлургической промышленности в России: Инновации и стратегическое развитие - 12 февраля
-
10:39
Алюминиевые решения: грани уникальности городов и пространств
ГОСТ 8239-89 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Двутавры стальные горячекатаные (Балки двутавровые) МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ДВУТАВРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ СОРТАМЕНТ ГОСТ 8239-89 Москва МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
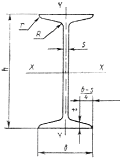
Срок действия с 01.07.90 Несоблюдение стандарта преследуется по закону Настоящий стандарт устанавливает сортамент горячекатаных стальных двутавров с уклоном внутренних граней полок. 1. Поперечное сечение двутавров должно соответствовать указанному на черт. 1.
h - высота двутавра; b - ширина полки; s - толщина стенки; t - средняя толщина полки; R - радиус внутреннего закругления; r - радиус закругления полки Черт. 1 Примечание. Уклон внутренних граней полок должен быть 6-12 %. Таблица 1
Примечания: 1. Площадь поперечного сечения и масса 1 м двутавра вычищены по номинальным размерам; плотность стали принята равной 7,85 г/см3. 2. Величины радиусов закругления, уклона внутренних граней полок, толщины полок, указанные на черт. 1 и в табл. 1, приведены для построения калибров и на готовом прокате не контролируется. 3. В таблицах используют обозначения: I - момент инерции; W - момент сопротивления; S - статический момент полусечения; i - радиус инерции. 4. Двутавры от № 24 до № 60 не рекомендуется применять в новых разработках. 2. Номинальные размеры двутавров, площадь поперечного сечения, масса и справочные значения для осей должны соответствовать приведенным в табл. 1. 3. По точности прокатки двутавры изготовляют: повышенной точности - Б, обычной точности - В. 4. Предельные отклонения по размерам и форме поперечного сечения двутавров (черт. 1-2) должны соответствовать приведенным в табл. 2.
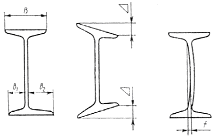
b1 - ширина укороченного фланца; b2 - ширина удлиненного фланца; D - перекос полки; f - прогиб стенки Черт. 2 Таблица 2 Размеры, мм
_____________ * Плюсовые отклонения ограничиваются предельными отклонениями по массе.
5. Прогиб стенки (f) не должен превышать 0,15 S. 6. Кривизна двутавра не должна превышать 0,2 % длины. 7. Притупление наружных кромок полок двутавров повышенной точности не должно превышать 2,2 мм, для двутавров обычной точности - не контролируется. 8. Профили изготавливают длиной от 4 до 12 м: мерной длины; кратной мерной длины; немерной длины. По согласованию изготовителя с потребителем допускается изготовление двутавров длиной свыше 12 м. 9. Отклонения по массе 1 м двутавра не должны превышать плюс 3, минус 5 %. По согласованию изготовителя с потребителем отклонение по массе без контроля толщины полок и стенки двутавра не должно превышать плюс 3, минус 3 % для двутавров до № 16 и плюс 2,5, минус 2,5 % для двутавров свыше 16. 10. Размеры и геометрическую форму контролируют на расстоянии не менее 500 мм от торца двутавра. Высоту двутавра контролируют в плоскости Y - Y.
ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, ГОССТРОЕМ СССР, Центральным научно-исследовательским институтом строительных конструкций. 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.09.89 № 2940 3. Стандарт полностью соответствует СТ СЭВ 2209-80 4. Стандарт соответствует МС ИСО 657/13 5. Стандарт унифицирован с БДС 5951-75, TGL 10369 6. ВЗАМЕН ГОСТ 8239-72 7. Ограничение срока действия снято по протоколу № 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95) 8. ПЕРЕИЗДАНИЕ Октябрь 2001 г. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Котировки акций ГМК на Московской бирже
Новые объявления
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||







|
|
|
|
|
|
|
 Дайджест
Дайджест
Лазеры и цифра. Как работает современная металлургия
-
 14:36 15 августа
14:36 15 августаДерево заменяет сталь, поскольку японские строители борются с изменением климата
Новые огнестойкие материалы помогают многоэтажным зданиям стать экологичнее -
 11:01 09 апреля
11:01 09 апреляОбзор стальной отрасли России на фоне роста геополитической напряженности
С конца февраля российские металлургические компании, крупные акционеры которых в большинстве своем попали в... -
 14:20 15 февраля
14:20 15 февраляПроизводство атомной энергии сыграет решающую роль в декарбонизации мировой экономики
Атомная энергетика может стать ключом к наименее затратным системам электроснабжения с нулевым уровнем выбросов -
 14:30 14 января
14:30 14 январяКак события в Казахстане скажутся на российских металлургах
Ни одна из крупнейших российских металлургических компаний, работающих в Казахстане или зависящих от поставок сырья...





