16:21
16:21



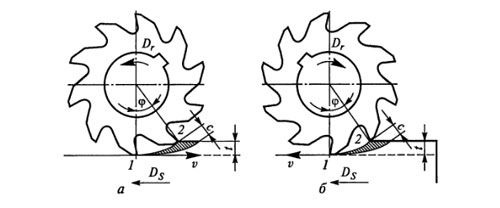
Фрезерование бывает двух видов: попутное и встречное. Между этими двумя видами не так много отличий, но каждый из них обладает определенными преимуществами и недостатками. Рассмотрим подробнее особенности, которыми обладает фрезеровка металла.
Попутное фрезерование
Заготовка подается в направлении вращения инструмента, который производит резку. Часто специалисты называют подобный вид обработки «по подаче». Преимуществом является то, что заготовка прижимается к зажимному устройству сама. Зубья режущего инструмента по задним поверхностям изнашиваются меньше и равномерно. Поэтому стойкость фрезы в разы выше, чем при встречной механической обработке. Снимаемый припуск на заготовке поддается деформации постепенно.
К минусам данного типа фрезерования можно отнести то, что заготовки с грубыми поверхностями, например, литьё, не получится обработать из-за твёрдых включений в корке. Если рискнуть обрабатывать эти заготовки попутным фрезерованием, то режущий инструмент очень быстро придет в негодность. Фреза на станке должна быть надежно зафиксирована, т. к. обработка осуществляется при ударной нагрузке.
Чтобы избежать вибраций, в механизмах стола не должно быть никаких зазоров. Однако часто этого не удается достичь, поэтому работать нужно внимательно.
Встречное фрезерование
В данном случае заготовка подается навстречу режущему инструменту. Из плюсов данной технологии можно выделить очень мягкое воздействие на поверхность заготовки и то, что обработанная поверхность упрочняется в ходе деформации металла. К отрицательным моментам относится необходимость применить дополнительные крепления для надежности фиксации заготовки. В противном случае силы резания будут ее отрывать от инструмента. Также при такой обработке инструмент быстрее изнашивается, поэтому не применяют высокоскоростные режимы резания.
Стружка выходит прямо перед фрезой и есть риск ее попадания в зону резания. Если это случится, то на обработанной поверхности будут царапины.
рис.1 Виды фрезеровки
.jpg)
Как видим, токарно фрезерные работы СПб с применением обоих методов имеют свои нюансы. Поэтому выбирать вид фрезеровки следует исходя из начального качества заготовки и требуемого конечного результата.