14:53
14:53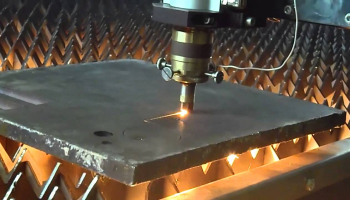
Классическая гибка металла при помощи простого ручного инструмента, не единственный способ его обработки в современном мире. Достаточно большое количество альтернативных способов, позволяют выбрать оптимальный вариант, под индивидуальные потребности. Грамотная обработка листового металла не нарушит его основную структуру. Готовый результат по техническим и эксплуатационным свойствам будет строго соответствовать исходной заготовке.
Технологичный подход к вопросу
Применение машинной обработки расширяет возможности. Кроме этого, сам процесс будет более контролируемым и быстрым по времени. На данный момент самыми востребованными и используемыми способами обработки листа металла можно выделить следующие методы:
- Свободная гибка не профилированным инструментом, используется в случае художественной работы с металлом.
- Калибрующая гибка, для создания множества однотипных заготовок или готовых деталей.
- Классическая резка при помощи гильотинных ножниц.
- Вырубка, когда из листа отрезается сложная по форме деталь-заготовка.
- Просечка отверстий, в том числе и сложных форм.
Все описанные операции требуют качественного станочного оборудования. Ошибки, допущенные при работе с листовым металлом, исправить невозможно. Любой брак уходит в утиль, а для изготовления детали потребуется ещё один лист металла.
В каких случаях гибка оптимальна
Существует множество способов добиться одной и той же цели в обработке листового металла. Гибка будет оптимальной только в некоторых случаях. При чём, изгибанию подаётся не только чёрный, но и цветные металлы, а также их сплавы. Этот метод выбирается исходя из следующих факторов:
- наличие подходящего станочного оборудования;
- сам материал способен гнуться, пластичная структура;
- возможности оборудования, способного выполнить поставленную цель;
- усилия, прилагаемые вальцами, достаточны для выбранной заготовки;
- требуемая точность в заготовке, гибка всегда имеет определённые погрешности.
Современные технологии позволяют избежать множества ошибок, допускаемых при обработке металла ручным методом. Все неровности сглаживаются в процессе прокатки через специальные валы https://promlinks.ru/. Толщина готового изделия совершенно одинакова по всей её площади. Гибка не перегревает заготовку, а это критически важно для большинства сложных сплавов, способных потерять большую часть своих изначальных эксплуатационных характеристик.