|
|
|
|
|
|
|
|

- 14 июля
-
17:00
Казахмыс тестирует инновационную систему контроля горных выработок -
15:00
Казахмыс тестирует инновационную систему контроля горных выработок - 13 июля
-
16:00
Цены лишились «геополитической премии» -
14:00
Производство стали в Китае в конце июня составило 2,02 миллиона тонн, что на 3,6% меньше, чем за предыдущие десять дней, и на 4,9% ниже, чем в прошлом году -
08:00
в портах Черного моря подорожал до двухлетнего максимума -
08:00
Коллеги, с наступающим праздником, днём металлурга! -
07:00
ФНБ: заначка сдулась почти на 60% с начала 2022-го -
06:00
Порт Ванино становится одним из ведущих российских экспортных центров угля - 12 июля
-
13:00
https://www.nytimes.com/2026/07/09/science/china-photo-quasi-moon.html -
11:00
Америка в Африке уже не торгует бусами— там идёт ставка на критические минералы -
10:00
ПОЛЮС где дно? - 11 июля
-
13:00
Драгоценные металлы-где запасы в мире? -
13:00
Эль?Ниньо в этом году чудовищно экстремальный - 10 июля
-
18:00
Андрей Мельниченко написал статью в The Economist о будущем России. Он призвал Запад оставить стране суверенитет и предложил вернуть бизнесу роль в принятии стратегических решений -
13:00
Встречайте Top Team Index за второй квартал 2026 года от Regroup Среди ключевых акцентов квартала - сокращение запросов на руководителей для - 9 июля
-
19:00
У оператора морского порта Певек на Чукотке сменился владелец -
12:00
Безопасность в промышленности давно перестала быть историей про «поставить побольше камер и ограждений» - 8 июля
-
16:00
«СФ Тех» обзавелся гендиректором -выходцем из НЛМК
ГОСТ 8239-89 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Двутавры стальные горячекатаные (Балки двутавровые) МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ДВУТАВРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ СОРТАМЕНТ ГОСТ 8239-89 Москва МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
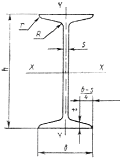
Срок действия с 01.07.90 Несоблюдение стандарта преследуется по закону Настоящий стандарт устанавливает сортамент горячекатаных стальных двутавров с уклоном внутренних граней полок. 1. Поперечное сечение двутавров должно соответствовать указанному на черт. 1.
h - высота двутавра; b - ширина полки; s - толщина стенки; t - средняя толщина полки; R - радиус внутреннего закругления; r - радиус закругления полки Черт. 1 Примечание. Уклон внутренних граней полок должен быть 6-12 %. Таблица 1
Примечания: 1. Площадь поперечного сечения и масса 1 м двутавра вычищены по номинальным размерам; плотность стали принята равной 7,85 г/см3. 2. Величины радиусов закругления, уклона внутренних граней полок, толщины полок, указанные на черт. 1 и в табл. 1, приведены для построения калибров и на готовом прокате не контролируется. 3. В таблицах используют обозначения: I - момент инерции; W - момент сопротивления; S - статический момент полусечения; i - радиус инерции. 4. Двутавры от № 24 до № 60 не рекомендуется применять в новых разработках. 2. Номинальные размеры двутавров, площадь поперечного сечения, масса и справочные значения для осей должны соответствовать приведенным в табл. 1. 3. По точности прокатки двутавры изготовляют: повышенной точности - Б, обычной точности - В. 4. Предельные отклонения по размерам и форме поперечного сечения двутавров (черт. 1-2) должны соответствовать приведенным в табл. 2.
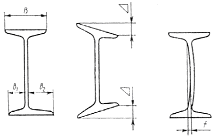
b1 - ширина укороченного фланца; b2 - ширина удлиненного фланца; D - перекос полки; f - прогиб стенки Черт. 2 Таблица 2 Размеры, мм
_____________ * Плюсовые отклонения ограничиваются предельными отклонениями по массе.
5. Прогиб стенки (f) не должен превышать 0,15 S. 6. Кривизна двутавра не должна превышать 0,2 % длины. 7. Притупление наружных кромок полок двутавров повышенной точности не должно превышать 2,2 мм, для двутавров обычной точности - не контролируется. 8. Профили изготавливают длиной от 4 до 12 м: мерной длины; кратной мерной длины; немерной длины. По согласованию изготовителя с потребителем допускается изготовление двутавров длиной свыше 12 м. 9. Отклонения по массе 1 м двутавра не должны превышать плюс 3, минус 5 %. По согласованию изготовителя с потребителем отклонение по массе без контроля толщины полок и стенки двутавра не должно превышать плюс 3, минус 3 % для двутавров до № 16 и плюс 2,5, минус 2,5 % для двутавров свыше 16. 10. Размеры и геометрическую форму контролируют на расстоянии не менее 500 мм от торца двутавра. Высоту двутавра контролируют в плоскости Y - Y.
ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, ГОССТРОЕМ СССР, Центральным научно-исследовательским институтом строительных конструкций. 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.09.89 № 2940 3. Стандарт полностью соответствует СТ СЭВ 2209-80 4. Стандарт соответствует МС ИСО 657/13 5. Стандарт унифицирован с БДС 5951-75, TGL 10369 6. ВЗАМЕН ГОСТ 8239-72 7. Ограничение срока действия снято по протоколу № 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95) 8. ПЕРЕИЗДАНИЕ Октябрь 2001 г. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||